188-1766-7889 133-6202-3690 18930740927
support
時間:2025-03-31 點擊:186
注塑機模溫機與冷水機的配置指南
在注塑成型過程中,模具溫度控制和冷卻系統的穩定性對產品質量和生產效率至關重要。模溫機(模具溫度控制機)和冷水機(工業冷水機)是注塑工藝中不可或缺的輔助設備。以下是兩者的配置要點及操作建議。
一、模溫機與冷水機的作用
模溫機
用于精確控制模具溫度,確保材料流動性、填充均勻性和冷卻速率一致。
適用于需要高溫或恒溫的注塑工藝(如PC、PA等工程塑料)。
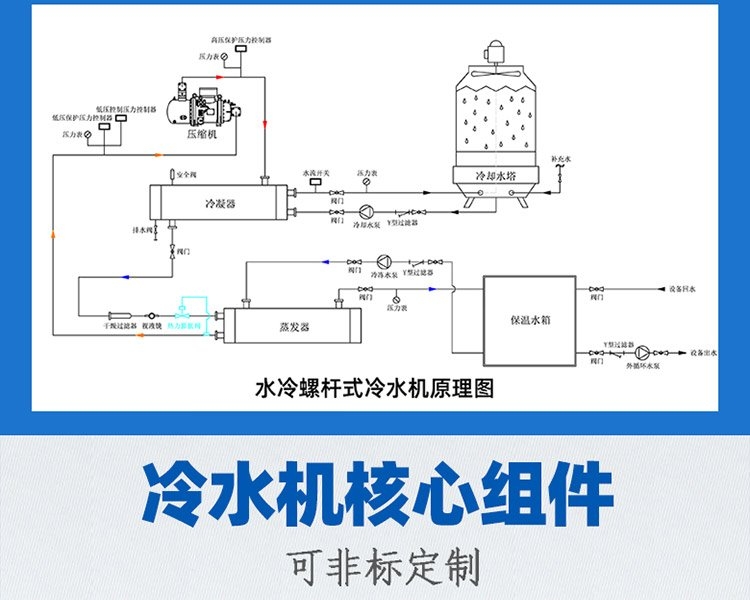
冷水機
提供冷卻水以降低注塑機的液壓系統、螺桿料筒和模具溫度。
防止設備過熱,縮短成型周期,提升生產效率。
二、選型指南
1. 模溫機選型關鍵參數
加熱功率:根據模具重量、材質及目標溫度計算(通常按模具重量×比熱容×溫升需求估算)。
泵浦流量:確保導熱介質(水或油)在模具流道內循環充分,避免局部過熱。
控溫精度:高精度工藝(如光學件)需選擇±0.5℃以內的機型。
介質類型:高溫工藝(>180℃)需選擇油式模溫機,中低溫可選水式。
2. 冷水機選型關鍵參數
制冷量:根據注塑機功率、液壓系統發熱量及環境溫度綜合計算。
水流量與揚程:匹配注塑機冷卻管路需求,避免流量不足導致冷卻不均。
溫度范圍:常規工藝需5~35℃可控,精密成型可能要求±1℃穩定性。
三、安裝與連接步驟
1. 模溫機安裝
位置選擇:盡量靠近模具,縮短管道距離以減少熱損失。
管道連接:
使用耐高溫軟管或金屬管連接模溫機進出口與模具水路。
確保管路密封,避免泄漏。
電氣連接:按設備要求接入電源,并加裝過載保護裝置。
2. 冷水機安裝
散熱環境:安裝于通風良好區域,確保冷凝器散熱效率。
水路連接:
通過PVC或金屬管連接冷水機與注塑機冷卻接口。
加裝過濾器防止雜質堵塞管路。
補水系統:配置水箱或自動補水裝置,維持冷卻水充足。
四、使用注意事項
1. 模溫機操作
預熱與控溫:
開機前預熱至設定溫度,避免模具驟冷驟熱導致變形。
根據材料特性設定溫度(如ABS建議模溫60~80℃,PC需100~120℃)。
定期維護:清理導熱介質過濾器,檢查加熱管和泵浦狀態。
2. 冷水機操作
水溫設置:根據工藝需求調整,避免過度冷卻導致模具結露。
水質管理:定期更換冷卻水或添加防垢劑,防止水垢堵塞管道。
節能模式:在待機時啟用節能功能,減少能耗。
五、聯動控制優化
與注塑機協同:
通過PLC或IoT系統聯動控制模溫機、冷水機與注塑機,實現溫度自動調節。
監控實時數據,異常時觸發報警停機。
節能方案:
回收注塑機液壓系統余熱供給模溫機,降低能源消耗。
六、常見問題處理
問題 可能原因 解決方案
模具溫度波動大 泵浦流量不足 檢查管路是否堵塞,增大泵速
冷水機冷卻效率下降 冷凝器積灰 清理冷凝器表面灰塵
模溫機升溫緩慢 加熱管故障 更換損壞的加熱管
七、總結
正確配置模溫機和冷水機可顯著提升注塑產品良率并延長模具壽命。選型時需結合生產需求精準計算參數,安裝時注重管路布局與密封性,日常操作中加強維護與監控。建議優先選擇具備智能控制功能的設備,以適應高效、精密化生產趨勢。


 您所在的位置:
您所在的位置:  技術支持
技術支持 